


Centro de mecanizado de 5 ejes con cabezal de fresado de horquilla
Los centros de mecanizado de 5 ejes con cabezal de fresado de horquilla utilizan una estructura en forma de T: la columna se mueve en el eje X, el cabezal del husillo se desplaza verticalmente en el eje Y y la mesa avanza en el eje Z. Existe una opción de mesa vertical cuando la pieza requiere una configuración vertical. El cabezal de fresado de horquilla gira continuamente, lo que permite acceder a superficies angulares y múltiples caras en una sola configuración. El posicionamiento rotatorio puede gestionarse mediante una mesa de tornillo sin fin de alta precisión, una mesa de accionamiento directo con motor de par para un movimiento más rápido o una mesa de fresado y torneado de accionamiento directo cuando se requieren ambas operaciones en una sola configuración.

Estos centros de mecanizado de 5 ejes operan en los ejes X, Y, Z, A y B, lo que permite el mecanizado simultáneo en cinco ejes. Esta configuración es compatible con una amplia gama de piezas complejas en aplicaciones aeroespaciales, automotrices, navales, energéticas y de moldes. Según las necesidades de producción, el husillo puede alcanzar velocidades de 10000, 12000 o 15000 rpm, lo que ofrece flexibilidad para diferentes materiales y condiciones de corte.
 Industria aeroespacial
Industria aeroespacial
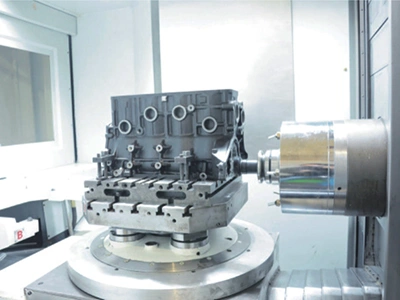 Industria automotriz
Industria automotriz
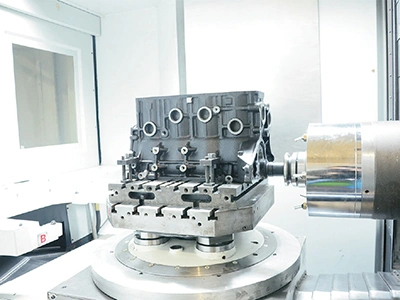
 Industria de construcción naval
Industria de construcción naval






| Modelo | | | | |
| Tamaño de la mesa de trabajo (mm) | Ø800 /800×800 | Ø1000 /1000×1000 | Ø1250 /1250×1250 | Ø1600 /Ø1800/Ø2000 |
| Capacidad máxima de carga de la mesa de trabajo (kg) | 2000 | 2500 | 2500 | 8000 |
| Recorrido del eje X (mm) | 1200/1400 | 1600 | 1600 | 2100 |
| Recorrido del eje Y (mm) | 1000/1200/1400 | 1000/1200/1400 | 1000/1200/1400 | 1250/1600 |
| Recorrido del eje Z (mm) | 1100/1400 | 1600 | 1600 | 2100/1950 |
| Rango de rotación del eje A (°) | -120 a +30 | -120 a +30 | -120 a +30 | -120 a +30 |
| Rango de oscilación del eje B (°) | n×360 | n×360 | n×360 | n×360 |
| Velocidad del husillo (r/min) | 20–7000 | 20–7000 | 20–7000 | 20–7000 |
| Precisión de posicionamiento (X/Y/Z) (mm) | 0.008 | 0.008 | 0.008 | 0.008 |
| Repetibilidad (X/Y/Z) (mm) | 0.004 | 0.004 | 0.004 | 0.004 |
| Precisión de posicionamiento del eje A (″) | 8 | 8 | 8 | 8 |
| Precisión de posicionamiento repetido del eje A (″) | 4 | 4 | 4 | 4 |
| Precisión de posicionamiento del eje B (″) | 8 | 8 | 8 | 8 |
| Precisión de posicionamiento repetido del eje B (″) | 4 | 4 | 4 | 4 |
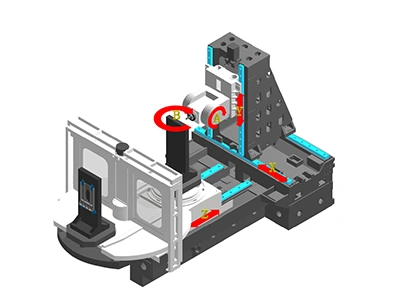
La base, la columna y el asiento están fundidos en hierro de alta calidad para mantener la estructura rígida y estable. La columna está construida como un solo bastidor, lo que ayuda a controlar la deformación térmica durante largos ciclos de mecanizado y mantiene la geometría estable. Esta disposición proporciona una base sólida para un corte preciso, especialmente al trabajar con formas complejas.
Los ejes de avance X, Y y Z utilizan servomotores, junto con guías lineales de rodillos y husillos de bolas de precisión. Esta combinación proporciona a los accionamientos la rigidez y precisión necesarias para un posicionamiento estable durante el mecanizado.

El husillo utiliza un cabezal basculante tipo U que le permite oscilar a lo largo del eje A. Este eje utiliza un mecanismo de bloqueo hidráulico que mantiene estable el cabezal basculante durante operaciones de corte pesado. El husillo alcanza una velocidad máxima de 4000 r/min.